Абрамов Сергей г.Оренбург
Многие сварщики любители мечтают о тороидальном сварочном трансформаторе. Ведь давно известно что массогабаритные характеристики у тороидов намного лучше чем у Ш и П образных трансформаторов. Так при тех же характеристиках, тороид в 1,3-1,5 раза меньше. Причина по которой многие любители не берутся изготовить такой трансформатор это отсутствие железа. Данная статья поможет найти выход из данной ситуации.
Конструкция предполагает изготовление тороидального трансформатора из отслужившего свой срок промышленного сварочного трансформатора. Для этого он разбирается и из пластин размерами 90х450мм. собирается бублик. Нужная площадь сердечника зависит от количества пластин. В принципе пластины можно использовать от старых ламповых цветных телевизоров. Трансформатор ТС270, ТСА310 разбирают, П-образные сердечники ударом молотка разбивают на пластины, которые на наковальне выправляют.
Для изготовления бублика, необходимо для начала склепать обруч из пластин, внешним диаметром 260мм. Затем внутрь обруча вставляют первую пластину, придерживая ее рукой, чтобы она не раскрутилась встык к ней вторую и т.д. до получения внутреннего диаметра бублика 120мм. Рис1.
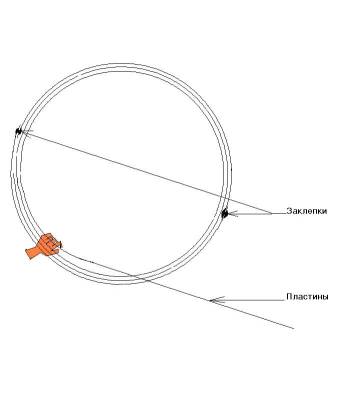
Если бублик делается из трансформаторов ТС270 то диаметр необходимо пересчитать для достижения необходимой площади сечения. Можно рекомендовать изготовить два бублика и сложить их вдвое, в этом случае внешние и внутренние диаметры бублика можно оставить без изменения. Края тороида обрабатываются напильником. Из электрокартона изготавливаем два кольца внешним диаметром 270 внутренним 110мм. и полоску шириной 90мм. Прикладываем заготовки из электрокартона к бублику и обматываем изолентой на тканной основе, можно обмотать тесьмой от петлей размагничивания кинескопов. Первичная обмотка мотается проводом ПЭВ-2 диаметром 2,0мм, количество витков рассчитанных на 220 вольт примерно равно170, это во многом зависит от плотности сборки пластин. Точное количество витков можно проверить экспериментальным способом. Подключаем последовательно с первичной обмоткой трансформатора, амперметр рассчитанный на измерение переменного тока на 10-20 ампер. Если ток холостого хода будет больше 1-2х ампер то необходимо домотать витки, если меньше то можно отмотать. Вторичная обмотка мотается проводом ПВ3 сечением 15-20мм. 30 витков. Третья обмотка содержит так же 30 витков и намотана проводом МГТФ 0,35. Между слоями прокладываем изоляцию из тесьмы.
После испытания трансформатора можно приступить к изготовлению схемы управления. Рис2.
Рис2.
Она представляет собой фазовый регулятор тока. Переменное напряжение снятое с третьей обмотки трансформатора выпрямляется мостом на диодах VD5-VD8. Положительной полуволной через резисторы R1,R2 заряжается конденсатор C1. Когда напряжение достигнет примерно шести вольт происходит пробой аналога низковольтного динистора собранного на стабилитроне VD6 и тиристоре VS3 и через диод VD3 открывает тиристор VS1, емкость C1 при этом разрежается. То же самое происходит при отрицательной полуволне, только открывается диод VD4 и тиристор VS2. Резистор R3 служит для ограничения тока через аналог динистора.
Налаживание заключается в подстройке резистором R1 необходимой зоны регулирования сварочного тока.
В качестве SA1 можно использовать любой автомат на 25 ампер. Вместо VD3-VD8 диоды КД202В-КД202М или любые на ток более 0,7 ампер и напряжение 70 вольт. Вместо КУ101А можно использовать КУ201-КУ202. Резисторы R1,R2 на мощность не менее 10 вт. C1 типа К50-6. VD1,VD2,VS1,VS2 на ток 160-250 ампер с любой группой по напряжению. Их необходимо установить на радиаторы с площадью охлаждения не менее 100кв.см. Обмотка 3 трансформатора рассчитана на напряжение 40 вольт, а вторичную обмотку можно доматать если возникнет необходимость повысить сварочный ток.
Скачать файлы