Абрамов С. М. г. Оренбург.

Многочисленные малые предприятия производящие товары народного потребления сталкиваются с проблемами упаковки своего товара. Самый распространенный и недорогой способ это упаковка в полиэтиленовую пленку. Можно конечно приобрести подобный агрегат заводского исполнения если имеются лишние деньги, но автор полагает что платить 300-500тыс рублей за подобную конструкцию это расточительство, так как изготовить его в домашних условиях не представляет большого труда.
Рассмотрим каким образом работает упаковочная машина. Рис1. За полчаса перед началом работы включается термоусадочная камера и вентилятор М1 тумблерами SA4, SA1, а также нагреватель SA3 Рис 3 После достижения температуры 170-220 гр. Цельсия (подбирается экспериментально) можно приступать кработе. Включаем SA2 и подаем воздух в пневмосистему. На стол укладывается изделие, затем нажимается кнопка ‘Пуск’ конвейер останавливается, пневмо-поршень П1 сдвигает изделие на конвейер и тем самым оборачивает его пленкой, срабатывает датчик ДТ1 и поршень возвращается в исходное состояние.
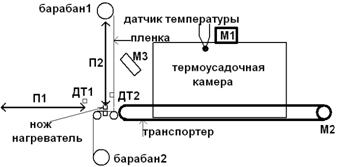
Рис1.
Затем опускается пневмо-поршень П2 с нагревателем и ножем. Срабатывает датчик ДТ2 включается таймер 0. Нагреватель сплавляет пленку а нож ее обрезает. После некоторой выдержки времени нож отключается и включается таймер 1 происходит выдержка времени необходимая для остывания ножа. Включается конвейер и поршень П2 возвращается в исходное состояние и одновременно включается вентилятор М3 на время таймера 2 охлаждая место стыка. Изделие заходит в печь. На выходе из печи пленка обсаживает изделие и тем самым приобретает вид упаковки.
Нагреватель представляет собой тен, а нож нихромовую проволоку диаметром 0,5мм. Печь изготовлена из асбестовых плит на внутренних стенках установлены тены, их количество и мощность зависит от объема термоусадочной камеры. На входе и выходе камеры навешивается термостойкая шторка из стеклоткани для уменьшения оттока тепла наружу. Вентилятор М1 необходим для перемешивания горячего воздуха внутри камеры. Для охлаждения изделия возможна установка двух-трех вентиляторов на выходе печи. Термопара регулятора температуры устанавливается сверху термокамеры, как можно ближе к изделию.
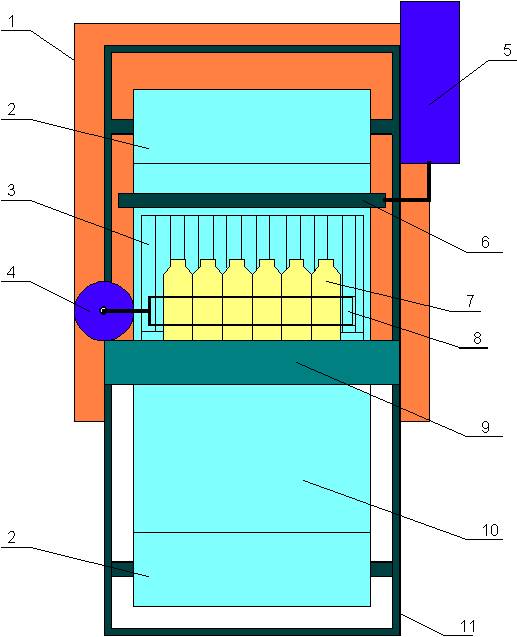
Рис2.
Эскиз механической части упаковочной машины изображен на рис2. Несущая часть машины изготовлена из квадратного профиля (11) который жестко прикреплен к термопечи (1). В верхней и нижней частях каркаса установлены съемные валы, с рулонами полиэтиленовой пленки (2), пленка с обоих валов спаяна между собой (10), и в процессе работы сматывается равномерно. В исходном состоянии горизонтальный поршень (4) с захватом (8) выдвинут вперед. А вертикальный поршень (5) с нагревателем и ножём (6) находится в верхнем положении. Оператор устанавливает изделие (7) на стол (9) и нажимает кнопку пуск. Втягивается поршень (4) и захватом (8) сдвигает изделие (7) на конвейер термопечи, тем самым оборачивает изделие пленкой. Потом поршень возвращается в исходное состояние. Далее опускается поршень (5) и происходит спайка и обрезание пленки. Поршень поднимается и включается конвейер. Изделие заходит в печь, приподняв шторки из стеклоткани (3). Под воздействием температуры 170-220 Гр.с. пленка облегает вокруг изделия. По выходе из печи мощными вентиляторами охлаждается упакованное изделие.
Рис3.
Рассмотрим работу схемы блока управления Рис 3. Весь алгоритм работы возложен на микроконтроллер PIC16F873, который запитывается от трансформатора Т1, диодного моста VD25-VD28, микросхемы стабилизатора D1 и фильтрующих емкостей C2,C3,C6. Диодный мост VD29-VD32 а также емкость С1, необходимы для работы входных оптронов VS13-VS16. Резистивные делители R31-R34, R39-R42 необходимы для предотвращения попадания отрицательного напряжения на входы микроконтроллера. R35-R39 ограничивают входной ток светодиодов оптронов, а С7-С9 и VD36-VD39 предотвращают проникновение помех на вход микроконтроллера. Так как данная пневматика работает на двухпозиционных клапанах рассчитанных на переменное напряжение 220 вольт поэтому выходные ключи построены по схеме тиристорных и симисторных оптронов, и собраны на тиристорах VS1-VS4, симисторах VS5-VS6, динисторных оптронах VS7-VS12, диодах VD1-VD24 и резисторах R1-R12. Светодиоды HL1-HL6 индицируют включение клапанов. Все временные задержки обеспечивает микроконтроллер и индицирует на двух младших индикаторах с точностью 0,1 секунды. На старшем индикаторе отображается номер таймера, который можно переключить в момент установки кнопкой SA2, кнопками SA3-SA4 устанавливается время. Схема соединения узлов машины приведены на рис 4.
Рис4.
Вся схема собрана на односторонней печатной плате размером 102х122мм.
 Рис5.
Рис5.
Трансформатор Т1 рис 2 мощностью 3-5вт, вторая и третья обмотки намотаны проводом диаметром 0,4мм и рассчитаны на 11 и 19 вольт соответственно. Т1 рис3 мощностью 100-200вт и зависит от длинны и диаметра примененного нихромового провода, а рассчитать можно прочитав статью “КАК РАССЧИТАТЬ СПИРАЛЬ” В. ДОРОГОВ Моделист-Конструктор N 7, 1986г. Помехоподавляющие RC цепочки устанавливаются непосредственно на катушки клапанов и для напряжения 220 вольт R=220Ом-2Вт, С=0,1-1000вольт. K1-K3 пускатели на рабочее напряжение 220вольт и коммутируемые токи зависящие от примененных тенов и двигателей. В качестве датчиков ДТ1, ДТ2 применены герконы от системы офисной сигнализации. В качестве терморегулятора применен серийно выпускаемый терморегулятор ТЕРМ-02а, но вполне можно использовать и самодельный рассчитанный на работу при температуре 100-300 гр.Цельсия.